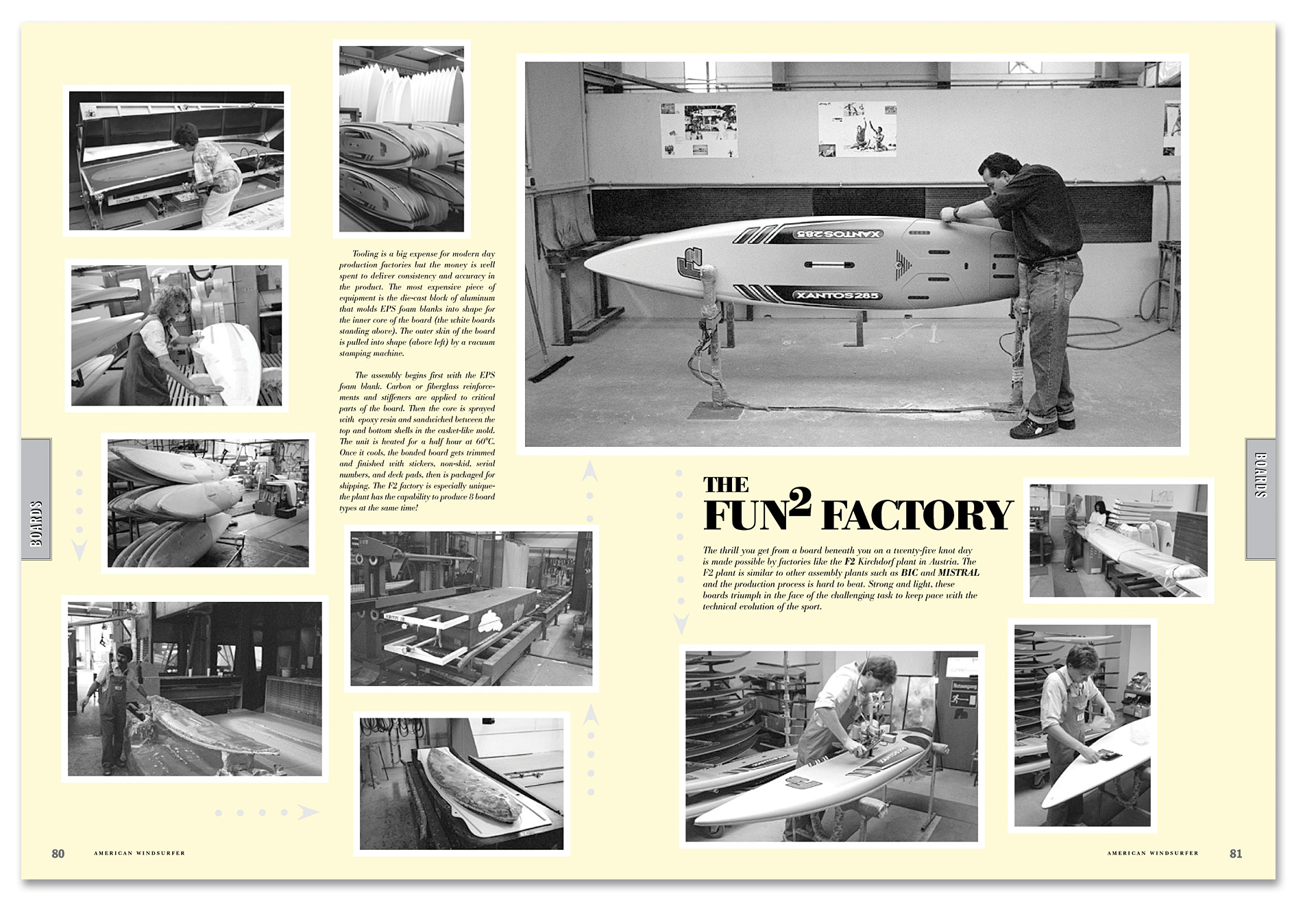
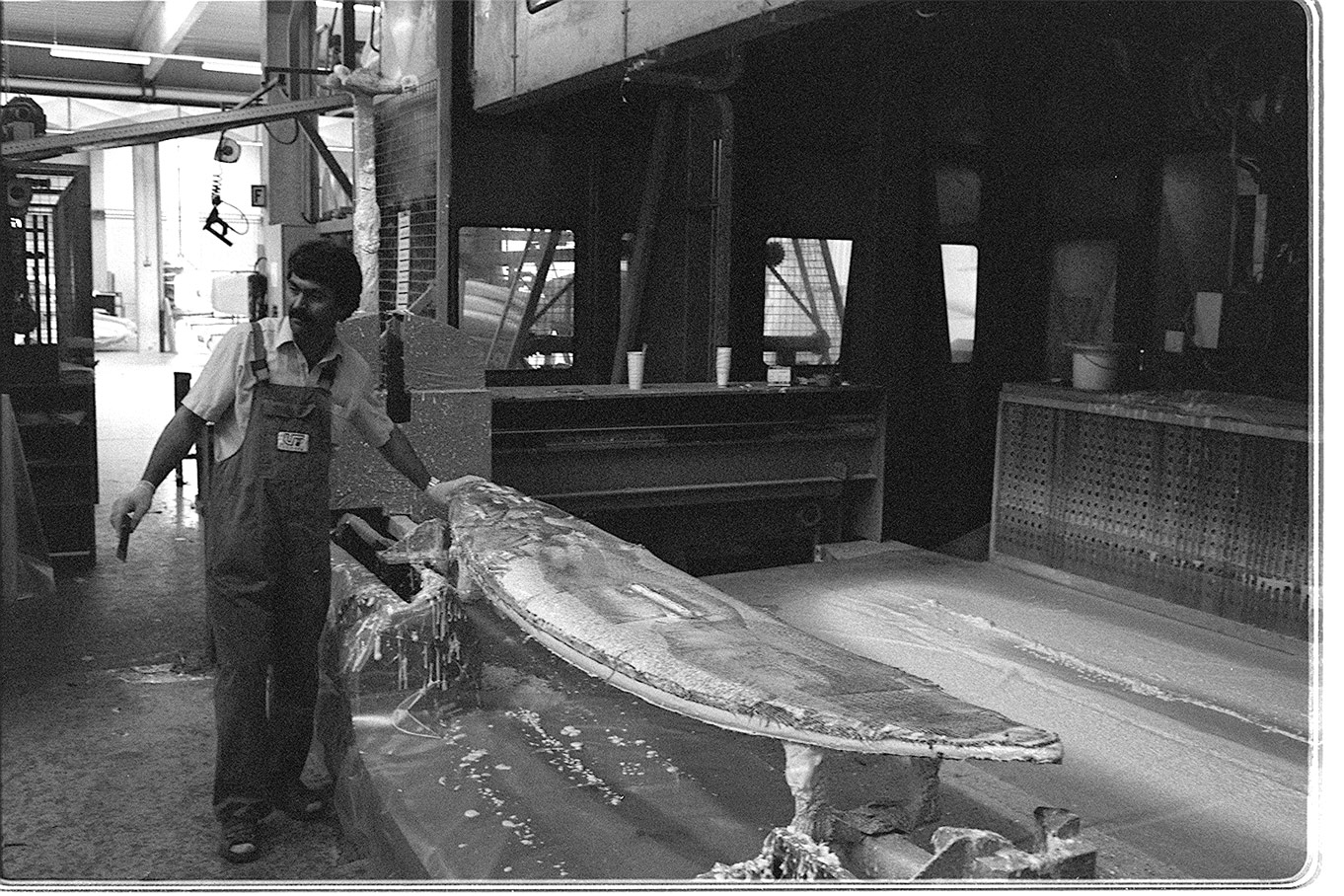
THE THRILL YOU GET from a board beneath you on a twenty-five knot day is made possible by factories like the F2 Kirchdorf plant in Austria. The F2 plant is similar to other assembly plants such as Bic and Mistraland the production process is hard to beat. Strong and light, these boards triumph in the face of the challenging task to keep pace with the technical evolution of the sport.
(enlarge)…
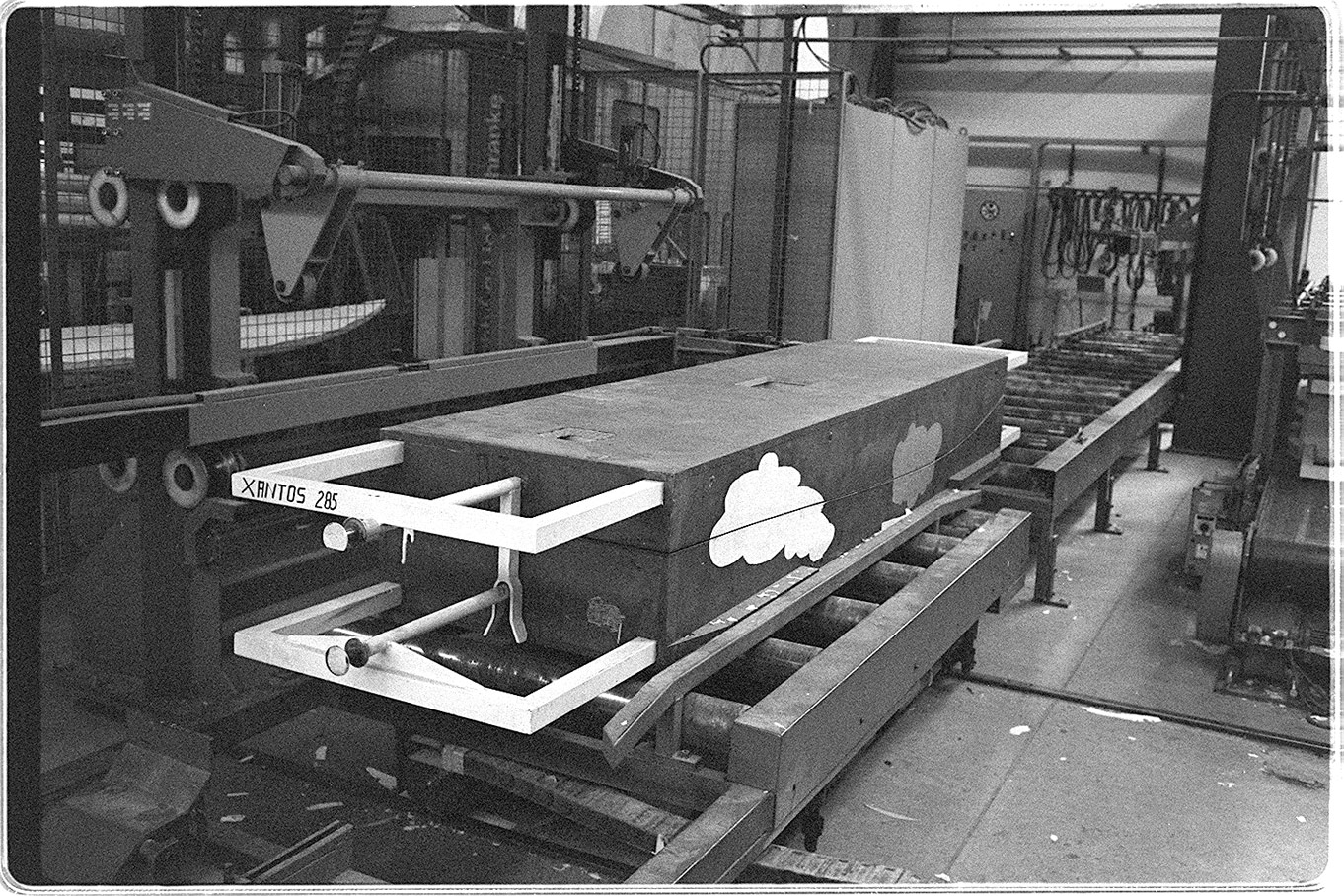
The most expensive piece of equipment is the die-cast block of aluminum that molds EPS foam blanks into shape for the inner core of the board (the white boards standing above).
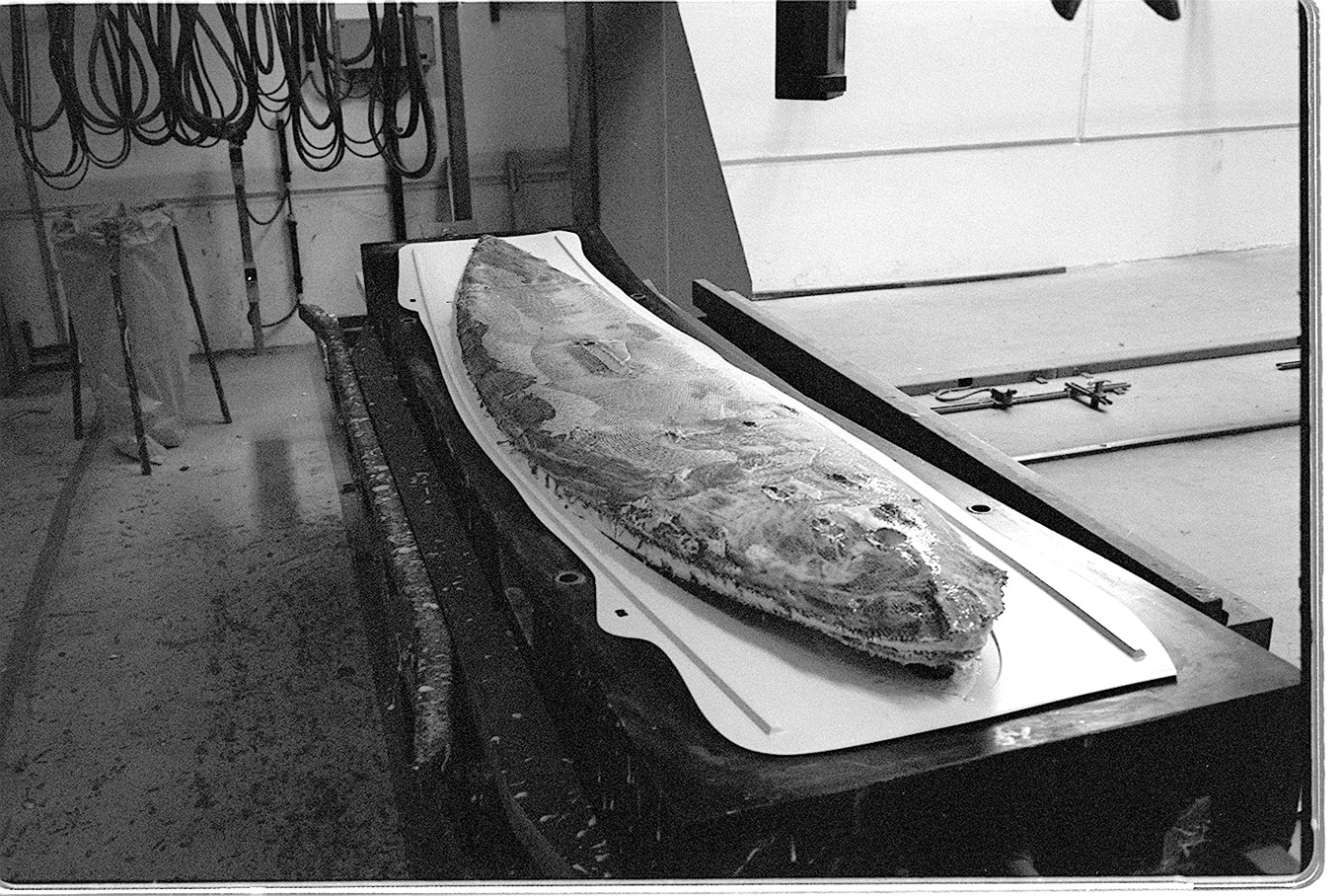
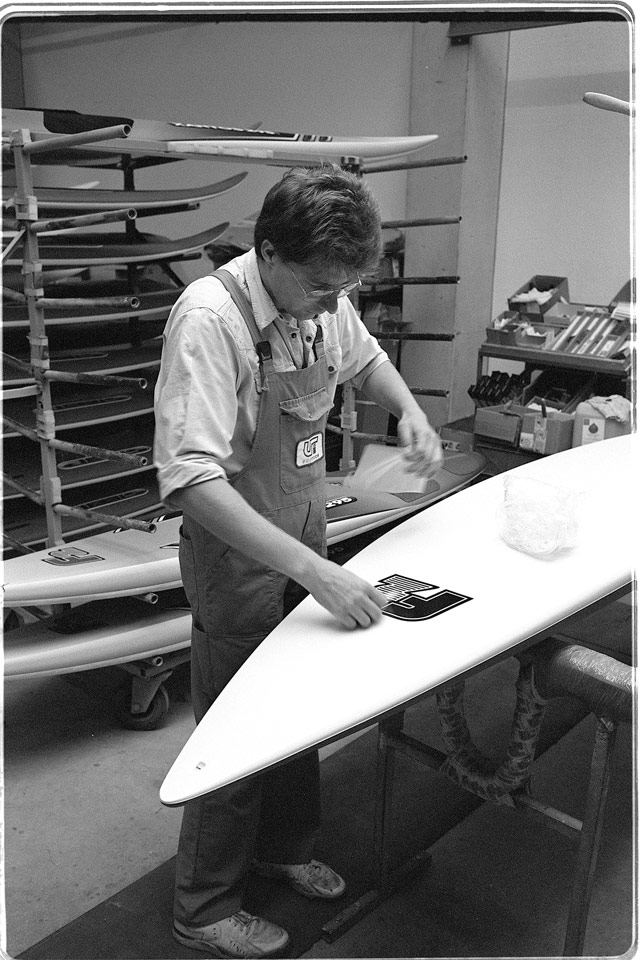
Tooling is a big expense for modern day production factories but the money is well spent to deliver consistency and accuracy in the product.The outer skin of the board is pulled into shape (above left) by a vacuum stamping machine.The assembly begins first with the EPS foam blank. Carbon or fiberglassreinforcements and stiffeners are applied to critical parts of the board.Then the core is sprayed with epoxy resinsandwiched between the top and bottom shells in the casket-like mold.The unit is heated for a half hour at 60°C.Once it cools, the bonded board gets trimmed and finished with stickers,non-skid, serial numbers, and deck pads, then is packaged for shipping.The F2 factory is especially unique- the plant has the capability to produce 8 board types at the same time!